






FFX成形技術の進歩と主な特徴
(1)FFX成形機は、より高グレードの鋼材、より薄い肉厚およびより厚い肉厚の溶接管を製造できます。FFXの変形によりerwパイプ製造機成形技術は主に水平ロールに基づいており、後粗成形段階の垂直ロールは変形を制御するために内部ロールを使用する必要がなく、装置構造は柔軟性と剛性の両方の特性を持ち、高強度と高剛性を容易に実現でき、219 mm以上、D/t=10〜100、鋼種P110までの高品質溶接管を安定して製造できます。


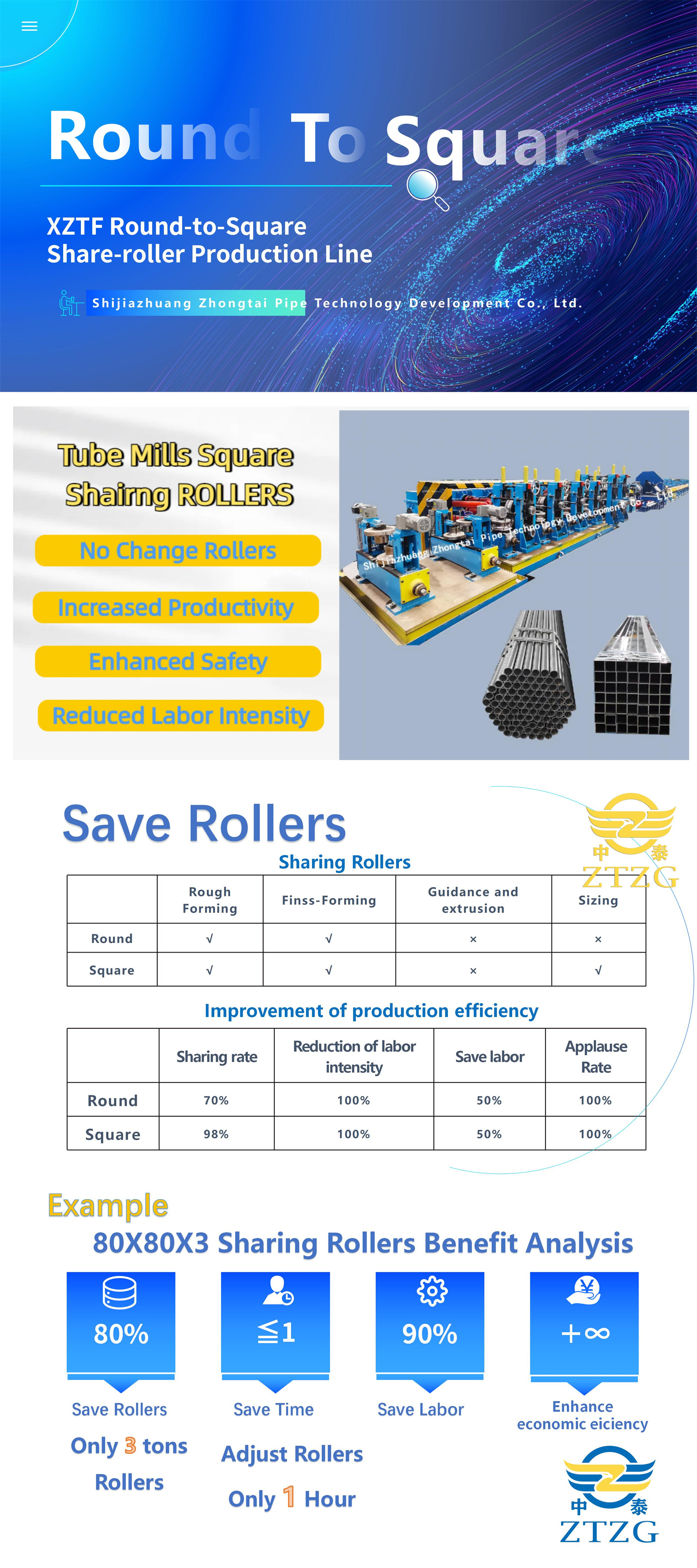
(2)FFX成形部の水平ロールと垂直ロールチューブ製造機完全に共有されます。FFX成形技術では、インボリュートロール形状とロール間曲げ方法が有機的に組み合わされているため、水平ロールと垂直ロールを完全に共有できます。たとえば、第3世代ZTFロールパイプ成形セクションでは、チューブミルZTZGが開発したこのシステムは、粗成形用のロールセットを共有するだけで済む。これにより、ロールのコストが削減され、ロールの使用と管理が簡素化される。
(3)変形分布が適切であり、成形プロセスが安定している。チューブミル大変形法では主に水平ローラーを採用し、開管の側面曲率が完成溶接管の曲率に近く、微成形の変形が小さくなります。この合理的な変形分布により成形が安定し、列ローラー成形の欠点を克服します。溶接管の欠陥の潜在的な危険性は、古い方法における変形の不合理な分布によって引き起こされます。チューブミル.
(4)連続曲げ成形法は、チューブミル高周波溶接に最適な条件を作り出すために採用されています。チューブ製造機連続曲げ成形法を採用し、水平ロールと垂直ロールそれぞれの成形特性を最大限に活用します。これにより、ストリップ断面に変形のデッドゾーンがなくなり、さらに重要なことに、ストリップの厚さや強度の変化による変形を効果的に克服します。弾性回復を最小限に抑えることで、成形精度と安定性が向上します。チューブミル粗成形後、チューブミルストリップ鋼の端部は完全に塑性変形しており、開管端部の曲率は完成管の曲率に非常に近い。精密成形中の変形は最小限に抑えられ、粗成形後の開管の形状が維持されるため、高周波溶接に最適な条件が整う。チューブミル.
(5)溶接管の品質を向上させるチューブミル従来のロール成形技術と比較して、FFX成形技術は、チューブ製造機また、溶接パイプの品質を次の 2 つの側面で向上させます。まず、内部での粗成形後、 チューブミル開管の縁の曲率が完成した管本体に非常に近いため、高強度で肉厚の溶接管であっても、仕上げ工程での押出ローラーのずれが最小限に抑えられます。チューブミルストリップエッジの両側は、基本的に平行(正のV字型や逆V字型ではない)の突合せ継手です。溶接されたパイプの内面と外面に均一なバリが形成され、バリ取りが容易になります。同時に、高周波溶接機の前に大きなV字型の溶接角度を使用できるため、グレースポットなどの溶接欠陥を効果的に防止できます。第二に、連続フランジ成形法を採用しているため、チューブミル独自のロールパス設計により、粗成形段階では帯鋼断面のどの部分も最大で1回の変形しか受けません。変形遷移は良好に連結されており、特定の領域が繰り返し変形されることを防ぎ、ロール圧力による局所的な薄肉化を最小限に抑えます。したがって、変形は均一で、内部応力は低く、製造された溶接管の全体的な内部品質は、チューブミル改善されました。
要約すると、当社のZTF-IV ERWパイプ成形技術は、チューブミル従来のロール成形法とフラワーロール成形法の多くの利点を組み合わせ、大きな進歩を示しています。ZTZGは、さまざまな企業向けに複数のZTF溶接パイプ生産ラインを製造してきました。その中でも、唐山文豊奇源鋼鉄は、自社内で第4世代FFX自動成形生産ラインを設計・製造しました。チューブミルコンピュータ制御を組み込んだZTZGの革新的なコンセプトが新たな段階に入ったことを示しています。当社のZTF(FFX)フレキシブル成形技術は、チューブ製造機は、継続的な使用を通じて改善および進化し続けます。チューブミル環境。
投稿日時:2023年2月4日






